【全新视界!】止水铜片中埋式橡胶止水带库存量大产品视频,带你领略产品新风尚!
以下是:河北沧州止水铜片中埋式橡胶止水带库存量大的图文介绍


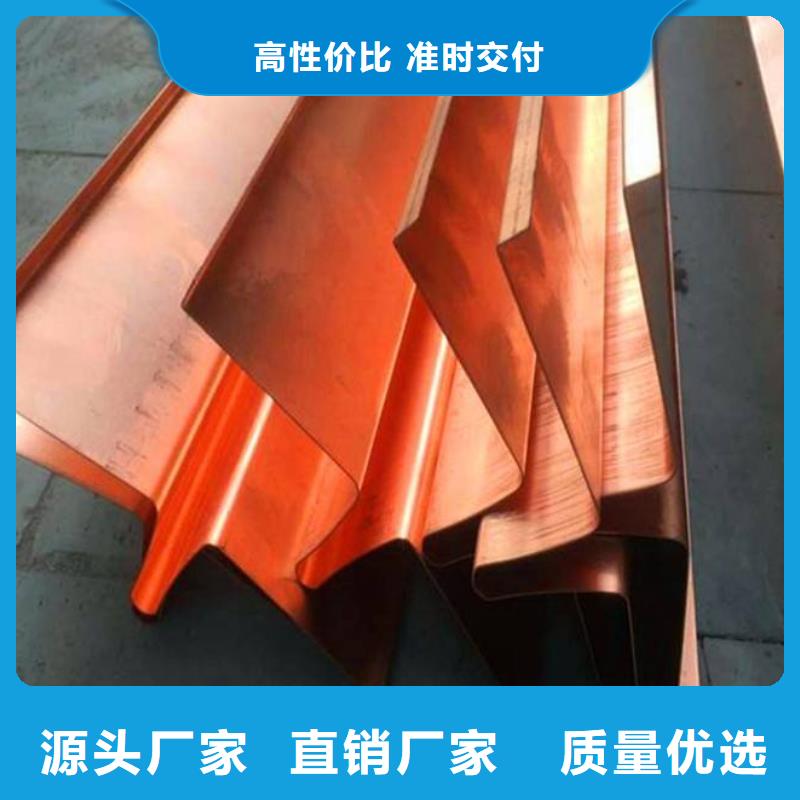
紫铜片止水带紫铜止水带价格按型状分为平板型止水带(中部为平板的止水带)止水带不同形状示意图止水带不同形状示意图变形型止水带(能够适应接缝变形的止水带,又分为封闭型(中心孔等)和开敞型(中心变形体不封口)两种,开敞型包括W型、F型、Ω型、波型等)一、铜板止水带应平整,表面的浮皮、锈污、油渍均应干净。
如有砂眼、钉孔、裂纹应予焊补。二、铜板止水带现场接长宜用搭接焊。搭接长度应不小于20mm,且应双面焊接(包括“鼻子”部分)。经试验能够保证质量亦可采用对接焊接,但均不得采用手工电弧焊。三、焊接接头表面应光滑、无砂眼或裂纹,不渗水。
在工厂加工的接头应抽查,抽查数量不少于接头总数的20%。在现场焊接的接头,应逐个进行外观和渗透检查。四、铜板止水带安装应准确、牢固,其“鼻子”中心线与接缝中心线偏差±5㎜。定位后应在“鼻子”空填满塑性材料。



1、 背贴式橡胶止水带质量保证首先从技术着手,从 背贴式橡胶止水带产品选型上满足用户要求,我们将提供技术成熟,并且经过实践检验运行稳定、性能可靠的 背贴式橡胶止水带产品;
2、严格制定 背贴式橡胶止水带工艺措施,严格执行,要求操作者按图纸标准要求和工艺文件进行自检,专职检验严格把关,不合格的 背贴式橡胶止水带产品杜绝出厂;
3、在安装期间派技术人员常驻现场,进行技术服务,指导安装质量,及时与甲方和监理公司部门沟通,发现问题及时解决;


由于先后凝固的固相在成分上的差异,不同成分固相受侵蚀程度将不同,因而在我们观察合金的显组织时就会观察到典型的枝晶组织,枝晶臂的成分与枝晶同胞间的成分(B组元含量高)不同,因而显示出不同的颜色。这种因非平衡凝固(结晶)导致的晶粒内成分不均匀的现象称晶内偏析或枝晶偏析。紫铜止水片Cu-Ni合金铸造后的显组织,白色枝干含镍较高,周围黑色部分含铜较高,但均为铜镍a固溶体。
一包晶系相图和某合金凝固时可能的非平衡固相线轨迹。与匀晶系合金类似,a1-a4表示x合金凝固时固相(a)平均成分的走向,即非平衡固相线。x合金按平衡态凝固时,固相点温度应为T3,凝固完毕应为a单相
固溶体晶粒。但在非平衡凝固的情况下,x合紫铜止水片Cu30Ni合金铸造显金冷至T4温度时,剩余的液相L4将与部分固相a4发生包晶反应,即a4+L4→B,完成 的凝固过程,因此该合金的 凝固温度为T4,并产生了一种通过包晶反应而得到的新相B。此种B相为非平衡相,因为按平衡态,该相在x合金中是不存在的。



焊接点的上锡数量焊接点上的焊锡数量不能太少,太少了焊接不牢,机械强度也太差。而太多容易造成外观一大堆而内部未接通。焊锡应该刚好将焊接点上的元件引脚全部浸没,轮廓隐约可见为好。注意烙铁和焊接点的位置初学者在焊接时,一般将电烙铁在焊接处来回移动或者,这种方法是错误的。
虚焊较难发现,可用镊子元件引脚轻轻拉动,如发现摇动应立即补焊电烙铁的基本使用方法电烙铁是电子焊接中常用的工具,作用是将电能转换成热能对焊接点部位进行加热焊接,其是否成功很大一部分是看对它的操控怎么样了,因此某种角度上来说电烙铁的使用依靠的是一种手法感觉。
正确的方法是用电烙铁的搪锡面去焊接点,这样传热面积大,焊接速度快。4.焊接后的检查焊接结束后必须检查有无漏焊、虚焊以及由于焊锡流淌造成的元件短路。一般来说,电烙铁的功率越大,热量越大,烙铁头的温度也就越高。









 扫一扫
扫一扫